技術情報
電着塗装とは
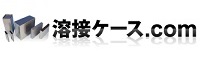
水に分散、溶解させた電着塗装用塗料に、導電性を持つ被塗物を浸漬し、被塗物と電極の間に電圧を加え、 電流を流すことにより被塗物の表面に均一な膜を形成させる塗装方法です。
加熱硬化により形成された薄膜は、エポキシ樹脂膜であり、絶縁性、耐熱性、密着性、防錆性など 様々に優れた性能を持ちます。
エポキシ樹脂はその性質ゆえに、エレクトロニクスの部品、部材の絶縁、 封止材料に多く使われています。
電着塗料膜性能
| 項目 | 仕様 | 備考 |
|---|---|---|
| 樹脂系 | 特殊変性ノボラック型エポキシ樹脂 | - |
| 絶縁性 | 10E16Ω・cm | 固有体積抵抗値 |
| 耐電圧(20μm) | 4kV | JIS C 3003金属箔法 |
| 耐熱性 | 270℃(F種相当) | TG/DTAによる、空気中での5%分解開始温度 |
| 推奨膜厚範囲 | 20~40μm | - |
※弊社は電着塗料として日本ペイント・インダストリアルコーティングス株式会社製
「インシュリード」を採用しています
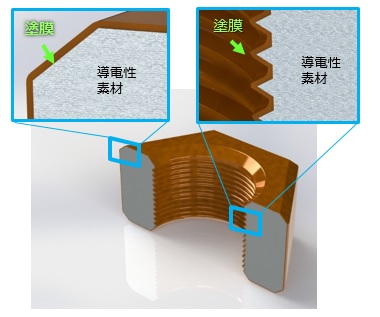
電着塗装のプロセス
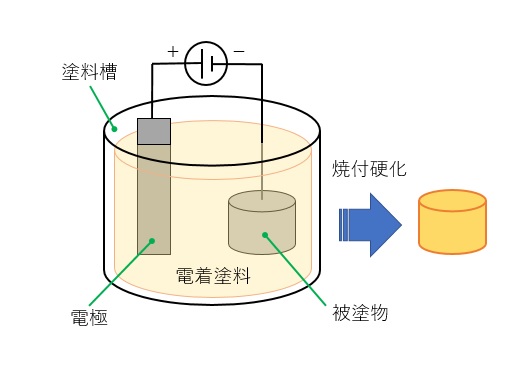
絶縁電着塗装技術
電着塗装は、電気が流れる素材であれば、複雑な形状であっても、その表面に絶縁性能、耐熱性能を持つエポキシ樹脂の薄膜を均一に形成できる技術です。 しかし、電着塗装はそのメカニズムに由来するボイドができやすく、特に複雑な形状の中でもエッジ部、継ぎ目などに顕著に発生します。 このボイドが部品、部材としての絶縁性能を低下させます。
切断したエッジを持つアルミ板について、電着塗装を実施し、平面部、エッジ部それぞれについて水没での耐電圧を比較したのが下図です。 平面部の耐電圧は膜厚に比例して増加しますが、エッジ部では十分な耐電圧が得られていないことがわかります。 電着塗装を部品、部材の絶縁被覆に利用する場合、部品、部材に存在するエッジ部、継ぎ目などの耐電圧も維持されなければなりません。
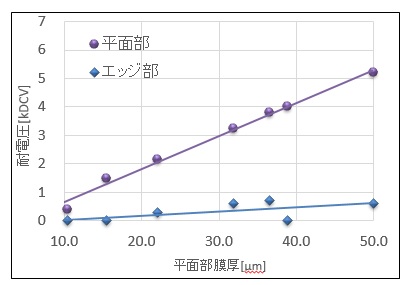 A1050 t=1.5x40x60試験片の耐電圧
A1050 t=1.5x40x60試験片の耐電圧
エッジ部の耐電圧
エッジ部の耐電圧性能の低下は素材種、表面性状、素材の加工精度、電着塗装条件など、様々な要因が複雑に関与しています。 大北製作所では特にAl、Cu、鉄系素材について、素材加工技術と電着塗装技術の両面から部品・部材としての耐電圧、すなわち絶縁性能を高める技術を開発しています。
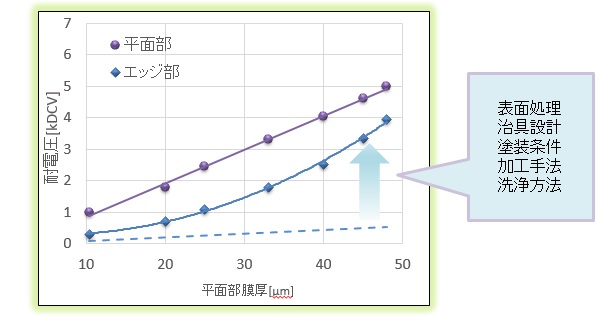 強化された膜性能
強化された膜性能